The objective of Nitrogen Rejection is to remove Nitrogen from feed residue gas to produce a treated stream with minimal nitrogen and an improved lower heating value (LHV) specification. The optimum Nitrogen Rejection process is highly dependent on the nitrogen content in the feed gas stream. Additionally, if recoverable quantities of Helium exist in the gas stream, Helium recovery can be integrated into the Nitrogen Rejection Unit (NRU).
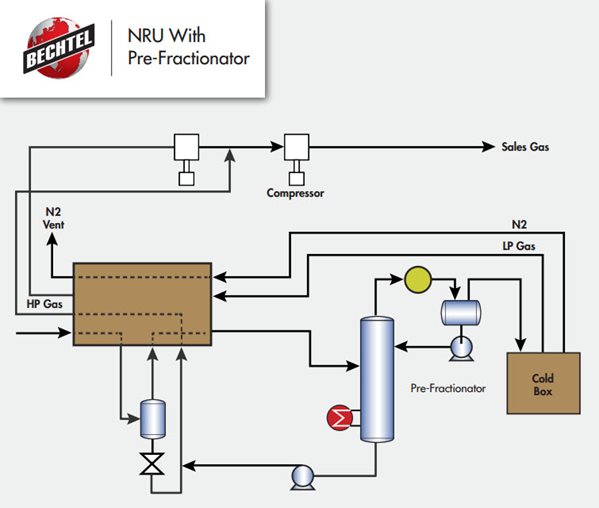
Nitrogen Rejection is a distillation process utilizing the different volatilities of methane rich residue gas (boiling point of [-161.5°C @ 1 atm]) and nitrogen (boiling point of [-195.8°C @ 1 atm]) to achieve separation. Depending on the composition of the feed gas, either a single column or double column (similar to Air Separation) Nitrogen Rejection fractionation system is used. Also, if there exists low nitrogen in the feed stream, a Prefractionation column may be used enrich the nitrogen in the gas stream before entering Nitrogen Rejection fractionation. In a typical NRU with prefractionation, feed gas enters at approximately -166ºF (-110ºC) and 400 psig. Products from the prefractionation section include nitrogen-enriched gas and high pressure treated residue gas. The nitrogen-enriched gas (typically ~40% nitrogen content) then enters Nitrogen Rejection fractionation at lower pressures. Nitrogen Rejection fractionation occurs at very low temperatures approaching -300ºF (-185ºC)
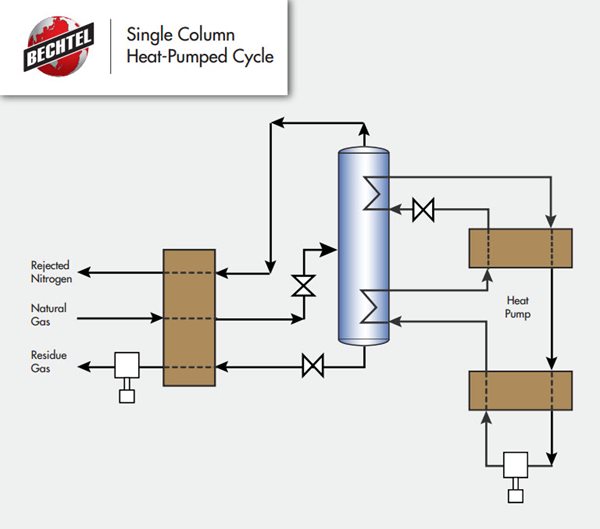
Single Column Heat-Pumped Cycle
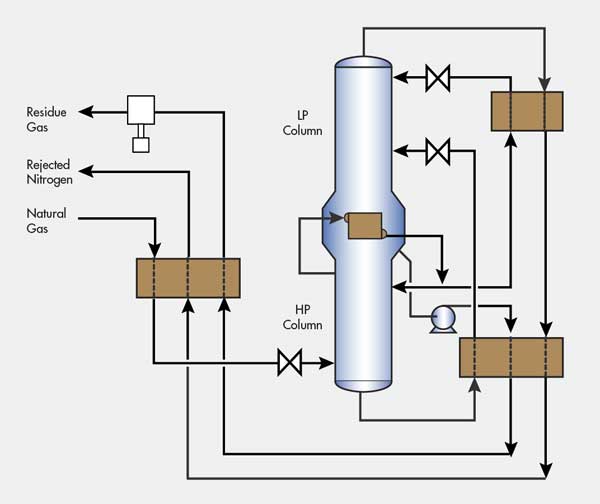
Double column cycle
NRU with Pre-Fractionator